Пайка печатных плат - это искусство и наука одновременно. В этом руководстве вы пройдете путь от понимания основ пайки печатных плат до изучения основных инструментов и материалов, которые вам понадобятся, и погрузитесь в различные техники пайки. Мы проведем вас через пошаговый процесс пайки печатной платы, поделимся некоторыми внутренними советами и рекомендациями, а также поможем вам справиться с распространенными проблемами пайки. А для тех, кто готов поднять свои навыки на новый уровень, мы рассмотрим продвинутые техники пайки. Независимо от того, любитель вы или профессионал, эта статья - ваш путеводитель по освоению пайки печатных плат.
Что такое пайка печатных плат
Пайка печатных плат - это важный процесс в области электроники, который включает в себя использование тепла для расплавления металлического сплава, известного как припой, для создания проводящего соединения между электронными компонентами и печатной платой. Это соединение не только физически закрепляет компоненты на плате, но и формирует электрическое соединение между ними, обеспечивая беспрепятственное прохождение электронного сигнала.
Припой, используемый в этом процессе, обычно представляет собой смесь олова и других элементов, таких как свинец, серебро или латунь. Однако по соображениям охраны здоровья и окружающей среды все большую популярность приобретает бессвинцовый припой, представляющий собой комбинацию олова, меди и серебра. Этот припой имеет низкую температуру плавления, что позволяет ему быстро расплавляться и остывать, образуя при остывании и застывании прочный проводящий мост.
Освоение пайки печатных плат - ценный навык в электронике, используемый в самых разных областях - от сборки сложных компьютерных материнских плат до ремонта простых электронных игрушек. Он требует точности, терпения и твердой руки, так как компоненты часто бывают миниатюрными и хрупкими, а плохо спаянное соединение может привести к выходу схемы из строя.
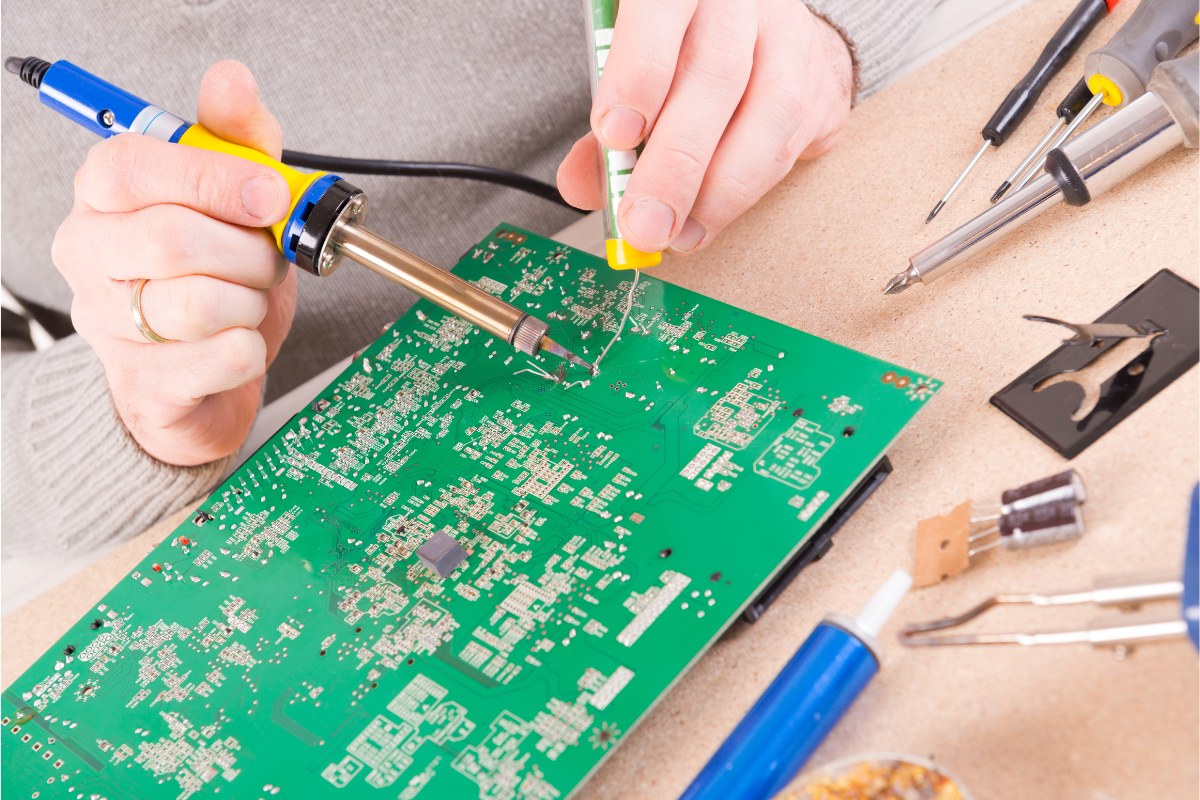
Существует два основных метода пайки печатных плат: ручная пайка и пайка оплавлением. Ручная пайка выполняется вручную с помощью паяльника - инструмента, напоминающего ручку, который нагревается для расплавления припоя. Этот метод обычно используется для небольших проектов или ремонта. Напротив, пайка оплавлением предполагает нанесение паяльной пасты на печатную плату, размещение компонентов сверху, а затем нагрев всей сборки в специализированной печи. Этот метод обычно используется в массовом производстве благодаря своей скорости и последовательности.
Инструменты и материалы для пайки
Пайка печатной платы - это точная задача, и качество инструментов и материалов может существенно повлиять на результат. Основные инструменты и материалы для пайки включают в себя паяльник, паяльную проволоку и паяльный флюс, каждый из которых играет уникальную роль в процессе.
Паяльник, часто называемый паяльным пистолетом, является краеугольным камнем процесса пайки. Он состоит из трех основных компонентов: ручки, элемента и насадки или наконечника. Элемент функционирует подобно электронагревателю, выделяя тепло при прохождении через него электричества. Затем это тепло передается на место пайки через деталь утюга. Хотя отдельные паяльники широко распространены, станции для пайки и отпайки часто используются в ремонтных мастерских, на заводах и в лабораториях благодаря своей эффективности и способности выполнять более сложные задачи.
Припой - это легкоплавкий металлический сплав, который создает неразъемное соединение между электронными деталями. Чаще всего в производстве электроники используется сплав, содержащий олово 60% и свинец 40%, температура плавления которого составляет 190 градусов Цельсия. Он выпускается в различных калибрах, причем более тонкие калибры предпочтительнее толстых. Проволока для пайки 18 или 22 калибра - подходящий выбор для общего применения.
Флюс для пайки, часто называемый паяльной пастой, - это химическое чистящее средство, облегчающее процесс пайки. Он удаляет оксидное покрытие на поверхности паяемых металлов и улучшает смачиваемость припоя. Современные паяльные провода часто содержат флюс в центральной жиле, что устраняет необходимость в отдельном флюсе.
Помимо этих основных инструментов и материалов, процесс пайки можно улучшить с помощью других паяльных принадлежностей. К ним относятся подставка для паяльного пистолета, резак, насос для пайки, а также средства защиты, такие как очки и перчатки. Также полезно иметь держатель для паяльника и чистящую губку для безопасного хранения и ухода за паяльником.
Кроме того, если вы собираетесь часто паять, то наличие источника тепла, температура которого может достигать 600-800 градусов по Фаренгейту, вытяжного вентилятора для отвода паров и "третьих рук" или "рук помощи", которые будут держать вашу работу, может оказаться очень полезным.
Качество пайки напрямую зависит от качества инструментов и материалов. Поэтому инвестирование в высококачественные инструменты и материалы для пайки - мудрое решение. В следующих разделах мы более подробно рассмотрим каждый из этих инструментов и материалов, обсудим их роль, типы и критерии выбора.
Паяльник
Паяльник, который часто сравнивают с карандашом из-за его формы, является основным инструментом в любой паяльной операции. Этот ручной прибор преобразует электрическую энергию в тепловую, которая затем используется для расплавления проволоки припоя, позволяя ему проникать в соединение между двумя деталями.
Паяльник состоит из трех основных компонентов: ручки, нагревательного элемента и насадки или наконечника. Ручка обычно имеет мягкую накладку для удобства и изоляции, защищающую пользователя от нагрева. Нагревательный элемент, похожий на электрический обогреватель, вырабатывает тепло, когда через него проходит электричество. Затем это тепло передается на биту или наконечник, который обычно изготавливается из медных пластин и является точкой контакта с припоем и печатной платой.
Существует множество видов паяльников, каждый из которых обладает своими уникальными преимуществами. Паяльники-карандаши - самые простые и идеально подходят для начинающих благодаря своей простоте и экономичности. Однако в них отсутствует контроль температуры, что может стать ограничением для более сложных проектов. Паяльные станции, напротив, обеспечивают контроль температуры и больше подходят для сложных задач. Они поставляются с базовой станцией, которая позволяет точно регулировать температуру. Аккумуляторные утюги работают от батареек и обладают преимуществом портативности, что делает их идеальными для работ, где доступ к розетке ограничен.
В профессиональных учреждениях, таких как ремонтные мастерские, заводы и лаборатории, часто используются паяльные и паяльно-доводочные станции. Такие системы обеспечивают большую эффективность и могут выполнять более сложные задачи, чем отдельное однофункциональное оборудование.
При выборе паяльника обратите внимание на его мощность, совместимость с наконечниками, температурный контроль, а также на удобство и безопасность. Для большинства задач по пайке печатных плат обычно достаточно паяльника мощностью 20-60 Вт. Наконечник паяльника должен быть сменным и совместимым с теми типами наконечников, которые вы планируете использовать. Регулируемый температурный режим очень важен для работы с различными типами компонентов и припоя. И наконец, ищите легкий паяльник с эргономичной ручкой и такими элементами безопасности, как жаропрочная ручка и подставка для отдыха горячего паяльника, когда он не используется.
Паяльная проволока
Припойная проволока - важнейший компонент процесса пайки - служит связующим веществом, обеспечивающим прочное соединение металлических заготовок. Обычно она представляет собой легкоплавкий металлический сплав, причем наиболее распространенным вариантом является сплав, содержащий олово 60% и свинец 40%. Этот специфический сплав имеет температуру плавления 190 градусов Цельсия и застывает при охлаждении. Однако из-за соображений охраны здоровья и окружающей среды все большую популярность приобретают бессвинцовые альтернативы, часто представляющие собой смесь олова, серебра и меди.
При выборе проволоки для пайки учитывайте эти важнейшие факторы:
Диаметр
Проволока для пайки выпускается различных диаметров, от 0,020 до 0,062 дюйма. Выбор подходящего диаметра зависит от размера компонентов, которые вы собираетесь паять. Для небольших, хрупких компонентов более тонкая проволока, например 18 или 22 калибра, обеспечивает больший контроль и минимизирует риск нанесения избыточного количества припоя. Для крупных компонентов более толстая проволока может оказаться более эффективной.
Ядро флюса
Большинство паяльных проводов имеют флюсовую сердцевину, которая очищает металлические поверхности и улучшает текучесть припоя. Флюс может быть на основе канифоли, оставляющей минимальные остатки и обычно не требующей очистки после пайки, или водорастворимым, более агрессивным и требующим очистки после пайки.
Свинец против бессвинца
Традиционная паяльная проволока представляет собой смесь свинца и олова. Но сейчас многие предпочитают использовать бессвинцовую паяльную проволоку по соображениям охраны здоровья и окружающей среды. Бессвинцовый припой, часто представляющий собой смесь олова, серебра и меди, требует более высокой температуры плавления и может быть немного сложнее в обращении.
Температура плавления
Температура плавления припоя имеет решающее значение. Более низкая температура плавления позволяет припою легче растекаться, но при этом он может быть менее прочным. Более высокая температура плавления обеспечивает более прочное соединение, но требует более высокой температуры и может быть более сложной в управлении.
Идеальная паяльная проволока для вашего проекта зависит от конкретных требований задачи. Всегда учитывайте характер проекта и материалы, с которыми вы работаете, прежде чем выбрать паяльную проволоку.
Паяльный флюс
Флюс для пайки, или паяльная паста, отвечает за удаление окисления с поверхностей соединяемых металлов. Он улучшает смачиваемость расплавленного припоя и предотвращает дальнейшее окисление в процессе пайки.
Флюс специально разработан для удаления оксидного покрытия на поверхности паяемых металлов, тем самым улучшая способность припоя смачивать поверхность. Это очень важно, поскольку чистая поверхность металла необходима для того, чтобы припой образовывал прочное соединение. Кроме того, качество пайки, на которое в значительной степени влияет флюс, может определять долговечность пайки.
Существует три основных типа паяльного флюса: канифольный, водорастворимый и неочищаемый. Каждый тип имеет свои уникальные характеристики и области применения, понимание которых поможет вам выбрать правильный флюс для вашего проекта пайки.
Флюс канифоли
Это самый распространенный тип флюса, используемый при пайке электроники. Его получают из натуральной канифоли, разновидности смолы сосновых деревьев. Канифольный флюс не вызывает коррозии и не проводит электричество, что делает его безопасным для электронных компонентов. Однако после пайки он оставляет липкий след, который необходимо отмывать.
Водорастворимый флюс
Этот тип флюса можно смыть водой после пайки. Он более агрессивен, чем канифольный флюс, поэтому подходит для пайки металлов, которые труднее поддаются пайке, например меди и латуни. Но он также более едкий и может повредить чувствительные электронные компоненты, если его тщательно не смыть после пайки.
Флюс без очистки
Это тип флюса, который не оставляет следов, которые нужно счищать после пайки. Он менее агрессивен, чем водорастворимый флюс, но более агрессивен, чем канифольный флюс. Это хороший выбор для тех случаев, когда очистка после пайки затруднена или нежелательна.
Современная паяльная проволока часто содержит флюс в центральной жиле, что избавляет от необходимости использовать отдельный флюс. При выборе флюса для пайки учитывайте тип металла, который вы паяете, чувствительность компонентов, а также то, сможете ли вы очистить остатки флюса после пайки. Помните, что цель флюса - обеспечить чистую металлическую поверхность для соединения с припоем, поэтому выбирайте флюс, который будет эффективно очищать ваш конкретный металл, не повреждая компоненты.
Виды техники пайки
Методы пайки имеют решающее значение для создания надежных и эффективных соединений в печатных платах. Эти методы в целом делятся на две категории: пайка мягким припоем и пайка твердым припоем.
Выбор между мягкой и твердой пайкой зависит от материалов, с которыми вы работаете, требуемой прочности соединения и теплостойкости компонентов. Также важно отметить, что существуют различные методы пайки печатных плат, такие как ручная пайка, пайка оплавлением и пайка волной. Каждый метод имеет свои преимущества и подходит для разных типов пайки.
Мягкая пайка
Пайка мягким припоем - широко распространенная техника в электронике и сантехнике, используемая в основном для создания электрических соединений и крепления электронных компонентов к печатным платам. Этот метод особенно эффективен для низкотемпературных применений, обычно с использованием присадочного металла или припоя с температурой плавления ниже 400 градусов Цельсия (752°F). Несмотря на свою надежность в создании электрических соединений, этот метод не обеспечивает такой же прочности соединения, как пайка твердым припоем.
Процесс начинается с подготовки паяемых поверхностей. Эти поверхности должны быть безупречными и свободными от окисления, чего можно добиться с помощью мелкозернистой наждачной бумаги или специализированного очищающего раствора. Чистая поверхность - необходимое условие для прочного и надежного паяного соединения.
После подготовки поверхности наносится флюс. Флюс, химический очиститель, играет ключевую роль в удалении окисления и обеспечении текучести припоя. Он обеспечивает правильное соединение припоя с поверхностью, что является важнейшим аспектом мягкой пайки.
Последующий этап заключается в нагреве соединения с помощью паяльника, который может быть электрическим или газовым. Цель состоит в том, чтобы нагреть соединение, а не припой. Поэтому припой следует наносить на соединение, а не непосредственно на утюг. Если соединение достаточно нагрето, припой расплавится и затечет в него.
После того как припой затечет в шов, источник тепла убирают и дают шву остыть естественным образом. Очень важно не нарушать соединение во время охлаждения, так как это может привести к образованию слабого или хрупкого паяного шва.
При пайке мягким припоем в качестве присадочного металла обычно используется оловянно-свинцовый сплав. Этот сплав с температурой плавления более 400 °C или 752°F действует как связующее вещество между компонентом и платой. Для создания необходимого для этого проекта тепла часто используется газовая горелка, в результате чего сплав расплавляется и связывает компонент с платой.
Хотя мягкая пайка является универсальной техникой, подходящей для широкого спектра применений, она не так прочна, как твердая пайка. Поэтому ее не рекомендуется использовать для соединений, которые будут подвергаться большим нагрузкам или воздействию высоких температур. Тем не менее, для большинства электронных проектов мягкая пайка является наиболее предпочтительной. Ее относительно легко освоить, и при некоторой практике вы сможете добиться результатов профессионального качества.
Пайка твердым припоем
Пайка твердым припоем, часто называемая серебряной пайкой или пайкой, - это метод, используемый для соединения двух различных металлических поверхностей. В этом процессе припой не расплавляется напрямую, а нагревается до температуры, при которой припой мгновенно расплавляется. После остывания образуется удивительно прочное соединение благодаря "капиллярному эффекту".
Припой, используемый при пайке твердым припоем, обычно состоит из серебра или латуни, и для него требуется более высокая температура плавления, чем для мягкого припоя. Это требует использования паяльной лампы для получения необходимого тепла. Твердая пайка обычно используется для соединения деталей из латуни, меди, серебра или золота.
Процесс пайки твердым припоем включает в себя распределение припоя по всем отверстиям компонентов. Эти отверстия открываются под воздействием высокой температуры, позволяя припою проникать в них. Очень важно тщательно очистить поверхности перед началом процесса, чтобы удалить любые следы смазки, которые могут помешать пайке.
Твердую пайку можно разделить на два подпроцесса: пайку серебром и пайку припоем. При пайке серебром в качестве металла, заполняющего пространство, используется сплав серебра, часто кадмий-серебро. Этот метод используется для изготовления небольших компонентов и выполнения некоторых видов работ по обслуживанию печатных плат. Серебро обеспечивает свободный ход, хотя само по себе оно, как правило, не является лучшим выбором для заполнения пространства. Поэтому для создания надежной серебряной пайки обычно используется другой флюс.
С другой стороны, пайка - это метод, используемый для соединения двух клемм из неблагородных металлов с помощью жидкого присадочного металла, обычно латуни. В результате получается прочный шов, соединяющий две разные клеммы.
Вот простое руководство по выполнению пайки твердым припоем:
- Подготовка: Тщательно очистите поверхности металлов, которые вы хотите соединить. Любая грязь, жир или окисление могут помешать правильному соединению припоя. Для очистки поверхностей можно использовать проволочную щетку или наждачную бумагу.
- Применить Флюс: нанесите тонкий слой флюса на участки, которые вы хотите соединить. Флюс - это химический очиститель, который помогает припою растекаться и сцепляться с металлом.
- Нагрейте соединение: Используйте резак для равномерного нагрева соединения. Цель - нагреть весь шов до температуры, при которой припой будет растекаться, а не только одно место.
- Нанесите припой: Прикоснитесь концом паяльной проволоки к соединению. Тепла от соединения должно быть достаточно, чтобы расплавить припой. Если это не так, вы можете использовать резак, чтобы осторожно нагреть припой.
- Дайте остыть: После того как припой затечет в соединение, снимите нагрев и дайте соединению остыть естественным образом. Не двигайте соединение до полного остывания, так как это может ослабить соединение.
- Очистите соединение: После остывания соединения удалите излишки флюса теплой водой и щеткой.
Этапы пайки печатной платы
Пайка печатной платы - это кропотливый процесс, требующий точности и внимания к деталям. Вот шаги, которые помогут вам в этом процессе:
Подготовка паяльника
Начните с лужения паяльника. Лужение - это процесс, при котором наконечник паяльника покрывается припоем, что способствует теплопередаче и защищает наконечник от износа. Дайте утюгу нагреться до нужной температуры, обычно около 350°C для свинцового припоя и 375°C для бессвинцового припоя. Когда утюг нагреется, протрите наконечник влажной губкой, чтобы убедиться в его чистоте. После очистки окуните наконечник утюга в припой, чтобы он был полностью покрыт.
Подготовка печатной платы
Очистите печатную плату с помощью промышленной салфетки или ацетонового очистителя, чтобы удалить пыль и другие частицы, которые могут повлиять на пайку. Для удаления мелких частиц и быстрой сушки поверхности можно также использовать сжатый воздух.
Применение флюса
Нанесите тонкий слой флюса на участок, который вы собираетесь паять. Флюс помогает припою растекаться и сцепляться с металлическими поверхностями, а также уменьшает окисление.
Позиционирование компонентов
Поместите компоненты, которые вы будете паять, на печатную плату. Убедитесь, что выводы компонентов проходят через нужные отверстия на плате. Если компоненты не держатся на месте, вы можете слегка подогнуть выводы под платой, чтобы они держались неподвижно.
Совместное отопление
Нанеся небольшое количество припоя на наконечник утюга, прикоснитесь им к выводу компонента и плате. Соедините наконечник с обеими деталями, чтобы припой прилип к ним и правильно нагрелся. Держите утюг на соединении только несколько секунд, поскольку перегрев соединения может привести к образованию пузырьков.
Применение припоя
Припой следует наносить непосредственно на нагретый шов. Если нагрев был тщательным и правильным, горячего соединения будет достаточно, чтобы припой расплавился и начал свободно растекаться. Продолжайте прикасаться прядью припоя к соединению, пока не образуется небольшой бугор.
Охлаждение и обрезка
Отложите нить припоя и утюг в сторону и дайте соединению остыть. Пока оно остывает, необходимо сохранять поверхность ровной и неподвижной, так как ее движение приведет к зернистому и тусклому покрытию. После того как шов остынет, визуально проверьте его, чтобы убедиться, что он выглядит адекватно. Когда вы будете удовлетворены паяным соединением, обрежьте провода и лишнюю проволоку прямо над соединением.
Очистка печатных плат
После пайки компонентов удалите излишки флюса, попавшего на печатную плату, с помощью чистящего средства, например изопропанола.
Советы и рекомендации по пайке
Пайка - это навык, который совершенствуется с практикой и применением правильных методов. Вот несколько экспертных мнений, которые помогут вам добиться превосходных результатов при пайке печатной платы:
Подготовка имеет большое значение
Перед пайкой убедитесь, что печатная плата и компоненты, которые вы собираетесь паять, чистые. Любая грязь, жир или окисление могут помешать правильному прилипанию припоя. Для очистки поверхностей используйте изопропиловый спирт и мягкую щетку.
Выберите подходящий припой
Не все припои одинаковы. Для большинства работ с электроникой рекомендуется использовать припой с канифольным сердечником. Канифоль выступает в качестве флюса, помогая припою растекаться и соединяться с металлическими деталями. Толщина проволоки припоя также имеет значение. Для тонких работ выбирайте более тонкую проволоку припоя.
Правильная температура утюга
Температура паяльника имеет решающее значение. Если он будет слишком горячим, вы рискуете повредить печатную плату или компоненты. Если он слишком холодный, припой не сможет расплавиться должным образом. Хорошей отправной точкой является температура около 350°C (662°F), но вам может потребоваться корректировка в зависимости от конкретного припоя и компонентов, с которыми вы работаете.
Лужение наконечника
Перед началом пайки всегда наносите небольшое количество припоя на наконечник паяльника. Этот процесс, известный как лужение, улучшает передачу тепла от паяльника к соединению, а также продлевает срок службы наконечника.
Нагревайте соединение, а не припой
Нагревайте соединение, которое нужно спаять, а не непосредственно паяльную проволоку. Когда соединение достаточно нагреется, прикоснитесь припоем к соединению, а не к утюгу. Это обеспечит правильную подачу припоя в соединение.
Избегайте движений в суставе
После нанесения припоя не перемещайте соединение, пока припой полностью не остынет и не затвердеет. Перемещение соединения, пока припой еще жидкий, может привести к образованию слабого соединения, известного как "соединение холодным припоем".
Используйте радиаторы
Радиаторы необходимы для выводов чувствительных компонентов, таких как микросхемы и транзисторы. Они помогают отводить тепло и защищают компонент от повреждения. Если у вас нет радиатора с зажимом, его можно заменить парой плоскогубцев.
Поддерживайте чистоту наконечника утюга
Чистый наконечник утюга означает лучшую теплопроводность и более качественный шов. Для очистки наконечника между соединениями используйте влажную губку или латунную проволоку.
Двойная проверка соединений
После пайки рекомендуется проверить соединения. Используйте лупу для визуального осмотра соединения и измерительный прибор для проверки сопротивления.
Сначала паяйте мелкие детали
Припаивайте резисторы, перемычки, диоды и другие мелкие детали до того, как припаивать более крупные детали, такие как конденсаторы и транзисторы. Это значительно упрощает сборку.
Устанавливайте чувствительные компоненты в последнюю очередь
Устанавливайте КМОП-микросхемы, МОП-транзисторы и другие чувствительные к статическому электричеству компоненты в последнюю очередь, чтобы не повредить их при сборке других деталей.
Обеспечьте достаточную вентиляцию
Большинство паяльных флюсов нельзя вдыхать. Избегайте вдыхания образующегося дыма и следите за тем, чтобы в помещении, где вы работаете, был достаточный приток воздуха для предотвращения скопления вредных испарений.
Практика - это ключ
Прежде чем переходить к реальному проекту, начните с отбракованных компонентов и печатных плат. Это поможет вам почувствовать, как течет припой и сколько тепла требуется.
Распространенные проблемы с пайкой, которых следует избегать
Пайка печатной платы может быть сложной задачей, и нередко на этом пути приходится сталкиваться с некоторыми проблемами. Вот несколько распространенных проблем с пайкой, с которыми вы можете столкнуться, и способы их решения.
Соединение холодной пайкой
Возникает, когда припой не полностью расплавляется, что приводит к слабому и ненадежному соединению. Часто оно выглядит тусклым или зернистым. Чтобы избежать этого, убедитесь, что ваш паяльник достаточно горячий (около 350-400 градусов Цельсия), а соединение достаточно нагрето перед нанесением припоя.
Наведение мостов
Это происходит, когда припой затекает между двумя или более соседними контактами, создавая непреднамеренное соединение. Чтобы предотвратить образование мостиков, используйте паяльник с тонким наконечником для точности и наносите столько припоя, чтобы покрыть соединение, а не контакты.
Перегрев компонентов
Перегрев может привести к повреждению печатной платы или компонентов. Не держите паяльник на печатной плате слишком долго. Если соединение паяется слишком долго, снимите нагрев и дайте ему остыть, а затем повторите попытку.
Недостаточное смачивание
Это происходит, когда припой не распределяется по площадке или выводу компонента, что свидетельствует о плохом соединении. Чтобы избежать этого, убедитесь, что поверхность чистая и без окисления. Нанесение небольшого количества флюса также поможет припою лучше растекаться.
Шарики припоя
Это крошечные шарики брызг припоя, которые могут вызвать короткое замыкание. Они часто возникают, когда паяльник слишком горячий или проволока с припоем удаляется слишком быстро. Чтобы избежать этого, держите руку уверенно и работайте в контролируемом темпе.
Окисление
Со временем наконечник паяльника может окислиться, что снижает его способность к теплопередаче. Регулярно очищайте и лудите наконечник паяльника, чтобы поддерживать его в хорошем рабочем состоянии.
Чрезмерная пайка
Слишком большое количество припоя может привести к образованию пузырьков в месте соединения, что может привести к ошибкам. Наносите достаточно припоя, чтобы смочить площадку и контакт во время пайки.
Смещение компонентов
Неправильное расположение компонентов на печатной плате может возникнуть, когда компоненты плавают на плавящемся и всплывающем припое, что приводит к их расположению в неправильных местах. Убедитесь, что компоненты правильно размещены перед пайкой.
Поднятые колодки
Эта проблема часто возникает при использовании небольшого количества припоя. Сильное воздействие на компоненты может привести к их поднятию, что может привести к повреждению платы или короткому замыканию.
Соединения с пониженным содержанием припоя
Это соединения, в которых недостаточно припоя, что приводит к слабому электрическому контакту. Чтобы избежать этой проблемы, достаточно нагреть проводник.
Брызги припоя
Они возникают при нанесении чрезмерного количества флюса или недостаточном предварительном нагреве, что приводит к налипанию кусочков припоя на паяльные маски в виде брызг. Чтобы избежать этого, убедитесь, что поверхность печатной платы перед пайкой чистая.
Отверстия для штифтов и отверстия для продувки
Такие проблемы обычно возникают при пайке волной и проявляются в виде отверстий в паяных соединениях. Эти отверстия образуются, когда избыточная влага, скопившаяся в плате, пытается выйти через тонкое медное покрытие. Предварительно нагревайте платы, чтобы влага, содержащаяся в них, выходила в виде пара.
Меры безопасности при пайке
Пайка - процесс, связанный с высокими температурами и потенциально опасными материалами, - требует особого внимания к безопасности. Вот некоторые необходимые меры безопасности, которых следует придерживаться при пайке печатной платы:
Защитное снаряжение Дона
Защитите глаза от брызг припоя или частиц флюса с помощью защитных очков. Термостойкие перчатки также защитят ваши руки от случайных ожогов.
Обеспечьте достаточную вентиляцию
При пайке образуются пары, которые могут быть вредны при вдыхании. Очень важно работать в хорошо проветриваемом помещении или использовать вытяжку, чтобы удалить эти пары из рабочего пространства.
Поддерживайте организованное рабочее пространство
Захламленное рабочее место может стать причиной несчастного случая. Всегда ставьте паяльник в подставку, когда он не используется, и держите все легковоспламеняющиеся материалы, такие как спирт, на безопасном расстоянии от рабочей зоны.
Соблюдайте осторожность при работе с паяльником
Паяльник всегда следует держать за ручку, а не за металлическую часть. Помните, что утюг может оставаться горячим некоторое время даже после выключения, поэтому перед сменой насадок дайте ему остыть.
Избегайте прямого контакта с паяным соединением
Паяное соединение может оставаться горячим в течение некоторого времени после пайки. Во избежание ожогов не прикасайтесь к нему сразу после пайки.
По возможности выбирайте бессвинцовый припой
Припой на основе свинца может быть токсичным, поэтому по возможности лучше выбрать бессвинцовый припой.
Соблюдайте правила гигиены после пайки
Закончив пайку, тщательно вымойте руки. Это особенно важно, если вы используете припой на основе свинца, но даже при использовании бессвинцового припоя необходимо удалить остатки флюса.
Ответственная утилизация отходов пайки
Любые отходы, такие как использованный припой или флюс, должны быть утилизированы безопасным и экологичным способом.
Закрепите распущенные волосы и рукава
Распущенные волосы и одежда могут представлять опасность возгорания или мешать работе. Убедитесь, что они закреплены, прежде чем приступать к пайке.
Продвинутые техники пайки
При пайке печатных плат несколько передовых методов могут значительно повысить качество работы и эффективность процесса. Эти техники обычно используются опытными паяльщиками, которые освоили основы и хотят повысить уровень своего мастерства. Давайте рассмотрим некоторые из этих передовых методов пайки.
Пайка поверхностного монтажа (SMT)
Эта техника предполагает пайку компонентов, предназначенных для установки непосредственно на поверхность печатной платы, а не через отверстия. SMT требует точности и твердой руки, так как компоненты часто бывают очень маленькими. Обычно процесс включает в себя нанесение паяльной пасты на печатную плату, размещение компонентов сверху, а затем нагрев всей сборки для расплавления припоя и создания необходимых электрических соединений.
Пайка оплавлением
Этот распространенный метод SMT включает в себя нанесение паяльной пасты на печатную плату, размещение компонентов сверху, а затем нагрев всей сборки в печи для пайки. Под воздействием тепла паяльная паста плавится и растекается, создавая прочное соединение между компонентом и печатной платой. Эта техника особенно полезна для одновременной пайки большого количества компонентов.
Пайка горячим воздухом
В этой технике для расплавления припоя используется пистолет с горячим воздухом. Она особенно полезна при переделке или ремонте печатных плат, поскольку позволяет воздействовать на конкретные компоненты, не затрагивая другие. Пистолет горячего воздуха также можно использовать для удаления компонентов с печатной платы, расплавляя припой, который удерживает их на месте.
Пайка волной
Этот метод объемной пайки предполагает прохождение печатной платы над волной расплавленного припоя. Припой прилипает к тем местам, где это необходимо, создавая прочное соединение. Этот метод обычно используется в массовом производстве, где необходимо быстро и эффективно спаять большое количество печатных плат.
Выборочная пайка
Эта техника используется, когда нужно спаять только определенные части печатной платы. Она предполагает использование машины для точного нанесения припоя на определенные участки, избегая при этом других. Это особенно полезно для печатных плат, содержащих смесь компонентов поверхностного монтажа и сквозных отверстий.
Пайка BGA
Ball Grid Array (BGA) - это тип упаковки для поверхностного монтажа, используемый для интегральных схем. Пайка BGA включает в себя размещение компонента BGA на печатной плате, нагрев для расплавления шариков припоя под компонентом, а затем охлаждение для создания прочного соединения. Эта техника требует высокой точности и обычно выполняется с использованием специализированного оборудования.
Передовые техники ПТГ
Эти методы включают использование флюса, удаление паяльных перемычек и пайку компонентов. Пайка часто является лучшим способом научиться паять. Существует множество причин для отпайки деталей: ремонт, модернизация, спасение и т. д. Многие из методов, используемых в видео, помогают в процессе пайки. Существует еще один метод удаления припоя из сквозных отверстий, который мы называем методом шлепка.