Le brasage de circuits imprimés est une compétence qui relève à la fois de l'art et de la science. Ce guide vous permettra de comprendre les bases du brasage de circuits imprimés, d'explorer les outils et matériaux essentiels dont vous aurez besoin et de vous plonger dans les différentes techniques de brasage. Nous vous guiderons pas à pas dans le processus de brasage d'un circuit imprimé, nous vous donnerons des conseils et des astuces d'initiés et nous vous aiderons à résoudre les problèmes de brasage les plus courants. Et pour ceux qui sont prêts à passer au niveau supérieur, nous nous pencherons sur les techniques de soudure avancées. Que vous soyez un amateur ou un professionnel, cet article est votre feuille de route pour maîtriser le soudage des circuits imprimés.
Qu'est-ce que le brasage de circuits imprimés ?
Le brasage des circuits imprimés est un processus essentiel dans le domaine de l'électronique, qui implique l'utilisation de la chaleur pour faire fondre un alliage métallique, communément appelé soudure, afin d'établir un joint conducteur entre les composants électroniques et le circuit imprimé. Ce joint permet non seulement de fixer physiquement les composants à la carte, mais aussi de former une connexion électrique entre eux, assurant ainsi une progression sans faille du signal électronique.
La soudure utilisée dans ce processus est généralement un mélange d'étain et d'autres éléments tels que le plomb, l'argent ou le laiton. Cependant, pour des raisons de santé et d'environnement, la soudure sans plomb, qui est une combinaison d'étain, de cuivre et d'argent, gagne en popularité. Cette soudure est conçue pour avoir un point de fusion bas, ce qui lui permet de fondre et de refroidir rapidement, formant un pont solide et conducteur lorsqu'elle se refroidit et se solidifie.
La maîtrise de la soudure de circuits imprimés est une compétence précieuse en électronique, utilisée dans un large éventail d'applications allant de l'assemblage de cartes mères d'ordinateurs complexes à la réparation de jouets électroniques simples. Elle exige de la précision, de la patience et une main ferme, car les composants concernés sont souvent minuscules et délicats, et un joint mal soudé peut entraîner une défaillance du circuit.
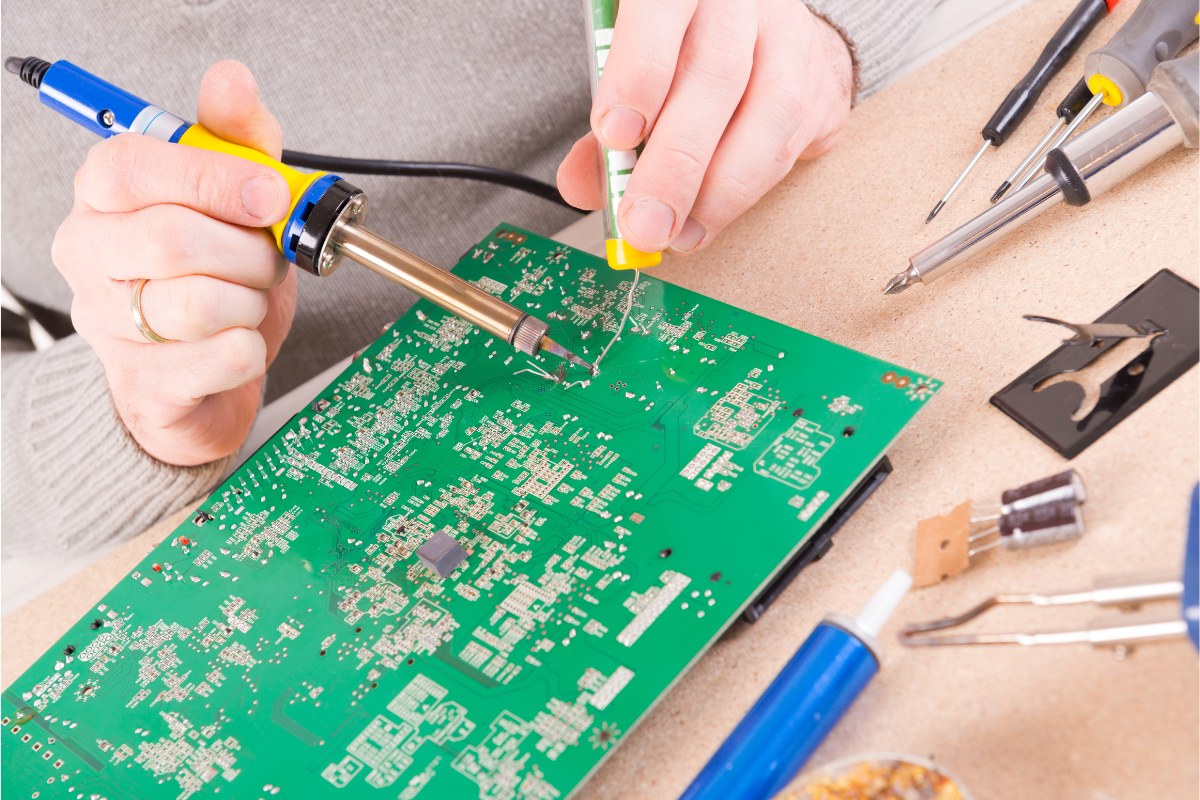
Il existe deux méthodes principales de brasage des circuits imprimés : le brasage manuel et le brasage par refusion. Le brasage manuel est réalisé à la main à l'aide d'un fer à souder, un outil qui ressemble à un stylo et qui chauffe pour faire fondre la soudure. Cette méthode est généralement utilisée pour des projets ou des réparations à petite échelle. À l'inverse, le brasage par refusion consiste à appliquer de la pâte à braser sur le circuit imprimé, à placer les composants dessus, puis à chauffer l'ensemble dans un four spécialisé. Cette méthode est couramment utilisée dans la production de masse en raison de sa rapidité et de sa cohérence.
Outils et matériaux pour le brasage
Le brasage d'un circuit imprimé est une tâche de précision, et la qualité de vos outils et matériaux peut influencer considérablement le résultat. Les principaux outils et matériaux utilisés pour le brasage comprennent le fer à souder, le fil de soudure et le flux de soudure, chacun jouant un rôle unique dans le processus.
Le fer à souder, souvent appelé pistolet à souder, est la pierre angulaire du processus de soudage. Il se compose de trois éléments principaux : la poignée, l'élément et la panne. L'élément fonctionne de la même manière qu'un radiateur électrique, produisant de la chaleur lorsqu'il est traversé par l'électricité. Cette chaleur est ensuite transférée au point de soudure par l'intermédiaire de la pièce du fer. Si les fers à souder autonomes sont courants, les stations de soudage et de dessoudage sont souvent utilisées dans les ateliers de réparation, les usines et les laboratoires pour leur efficacité et leur capacité à effectuer des tâches plus complexes.
Le fil de soudure est un alliage métallique fusible qui crée une liaison permanente entre les pièces électroniques. La forme la plus courante utilisée dans la fabrication électronique est un alliage contenant de l'étain 60% et du plomb 40%, dont le point de fusion est de 190 degrés Celsius. Il existe différents calibres, les plus fins étant préférés aux plus épais. Un fil de soudure de calibre 18 ou 22 est un choix approprié pour les applications générales.
Le flux de soudure, souvent appelé pâte à braser, est un agent de nettoyage chimique qui facilite le processus de soudure. Il élimine la couche d'oxyde à la surface des métaux soudables et améliore la capacité de mouillage de la brasure. Les fils de soudure modernes contiennent souvent du flux dans leur noyau central, ce qui élimine la nécessité d'utiliser un flux séparé.
Outre ces outils et matériaux de base, d'autres accessoires de soudage peuvent améliorer le processus de soudage. Il s'agit notamment d'un support de fer à souder, d'un cutter, d'une pompe à dessouder et d'équipements de sécurité tels que des lunettes et des gants. Il est également utile de disposer d'un support de fer à souder et d'une éponge de nettoyage pour stocker et entretenir le fer à souder en toute sécurité.
En outre, si vous devez souder fréquemment, il peut être extrêmement utile de disposer d'une source de chaleur pouvant atteindre 600 à 800 degrés Fahrenheit, d'un ventilateur d'extraction pour évacuer les fumées et d'une "troisième main" ou d'une "main secourable" pour tenir votre travail.
La qualité de votre projet de brasage est directement influencée par la qualité de vos outils et matériaux. C'est pourquoi investir dans des outils et des matériaux de soudage de haute qualité est une décision judicieuse. Dans les sections suivantes, nous allons approfondir chacun de ces outils et matériaux, en discutant de leurs rôles spécifiques, de leurs types et de leurs critères de sélection.
Fer à souder
Le fer à souder, souvent comparé à un crayon en raison de sa forme, est l'outil fondamental de toute opération de soudage. Cet appareil portatif transforme l'énergie électrique en chaleur, qui est ensuite utilisée pour faire fondre le fil de soudure, ce qui lui permet de couler dans le joint entre deux pièces.
Le fer à souder se compose de trois éléments principaux : la poignée, l'élément chauffant et la panne. Le manche est généralement doté d'une poignée rembourrée pour le confort et l'isolation, afin de protéger l'utilisateur de la chaleur. L'élément chauffant, semblable à celui d'un radiateur électrique, génère de la chaleur lorsqu'il est traversé par l'électricité. Cette chaleur est ensuite transférée à la mèche ou à la pointe, qui est généralement fabriquée à partir de plaques de cuivre et constitue le point de contact avec la soudure et le circuit imprimé.
Il existe une grande variété de fers à souder, chacun ayant ses propres avantages. Les fers à repasser en forme de crayon sont les plus simples et conviennent parfaitement aux débutants en raison de leur simplicité et de leur rentabilité. Cependant, ils ne permettent pas de contrôler la température, ce qui peut constituer une limitation pour les projets plus complexes. Les stations de soudage, en revanche, offrent un contrôle de la température et sont plus adaptées aux tâches avancées. Elles sont équipées d'une station de base qui permet de régler la température avec précision. Les fers à repasser sans fil sont alimentés par des piles et offrent l'avantage de la portabilité, ce qui les rend idéaux pour les tâches pour lesquelles l'accès à une prise de courant est limité.
Dans les milieux professionnels tels que les ateliers de réparation, les usines et les laboratoires, les stations de soudage et de dessoudage sont souvent utilisées. Ces systèmes offrent une plus grande efficacité et peuvent effectuer des tâches plus complexes que les équipements individuels à fonction unique.
Lorsque vous choisissez un fer à souder, tenez compte de sa puissance, de la compatibilité de la pointe, du contrôle de la température et des caractéristiques de confort et de sécurité. Un fer à souder d'une puissance de 20 à 60 watts est généralement suffisant pour la plupart des travaux de soudage de circuits imprimés. La panne du fer à souder doit être remplaçable et compatible avec les types de pointes que vous prévoyez d'utiliser. Le réglage de la température est essentiel pour travailler avec différents types de composants et de soudure. Enfin, recherchez un fer léger doté d'une poignée ergonomique et de dispositifs de sécurité tels qu'une poignée résistante à la chaleur et un support pour reposer le fer chaud lorsqu'il n'est pas utilisé.
Fil à souder
Le fil de soudure, composant essentiel du processus de brasage, sert de liant pour établir une connexion durable entre les pièces métalliques. Il s'agit généralement d'un alliage métallique fusible, la variante la plus courante étant un alliage contenant de l'étain 60% et du plomb 40%. Cet alliage spécifique a un point de fusion de 190 degrés Celsius et se solidifie lors du refroidissement. Cependant, pour des raisons de santé et d'environnement, les alternatives sans plomb, souvent un mélange d'étain, d'argent et de cuivre, gagnent en popularité.
Lors du choix d'un fil de soudure, il convient de tenir compte de ces facteurs essentiels :
Diamètre
Le fil de soudure est disponible dans une variété de diamètres, de 0,020 pouce à 0,062 pouce. Le diamètre approprié dépend de la taille des composants à souder. Pour les composants plus petits et délicats, un fil plus fin, de calibre 18 ou 22 par exemple, offre un meilleur contrôle et minimise le risque d'appliquer une quantité excessive de soudure. Pour les composants plus grands, un fil plus épais peut s'avérer plus efficace.
Noyau de flux
La majorité des fils de soudure sont dotés d'un noyau de flux, qui nettoie les surfaces métalliques et améliore la fluidité de la soudure. Le flux peut être à base de colophane, ce qui laisse peu de résidus et ne nécessite généralement pas de nettoyage après la soudure, ou hydrosoluble, ce qui est plus agressif et nécessite un nettoyage après la soudure.
Plomb et sans plomb
Le fil de soudure traditionnel est un mélange de plomb et d'étain. Cependant, de nombreuses personnes optent aujourd'hui pour le fil de soudure sans plomb pour des raisons de santé et d'environnement. La soudure sans plomb, qui est souvent un mélange d'étain, d'argent et de cuivre, nécessite une température de fusion plus élevée et peut être légèrement plus difficile à manipuler.
Point de fusion
Le point de fusion du fil de soudure est crucial. Un point de fusion plus bas permet à la soudure de s'écouler plus facilement, mais elle peut aussi être moins robuste. Un point de fusion plus élevé permet d'obtenir une liaison plus forte, mais nécessite une température plus élevée et peut être plus difficile à gérer.
Le fil à souder idéal pour votre projet dépend des exigences spécifiques de la tâche. Tenez toujours compte de la nature de votre projet et des matériaux avec lesquels vous travaillez avant de choisir votre fil de soudure.
Flux de soudure
Le flux de soudure, ou pâte à braser, est chargé d'éliminer l'oxydation des surfaces des métaux à assembler. Il améliore les propriétés de mouillage de la brasure en fusion et empêche la poursuite de l'oxydation pendant le processus de brasage.
Le flux est spécifiquement conçu pour éliminer la couche d'oxyde à la surface des métaux soudables, améliorant ainsi la capacité de la soudure à mouiller la surface. Ce point est crucial, car une surface métallique propre est nécessaire pour que la soudure forme une liaison solide. En outre, la qualité de la soudure, qui est fortement influencée par le flux, peut déterminer la longévité de la soudure.
Il existe trois principaux types de flux de soudure : le flux de colophane, le flux soluble dans l'eau et le flux sans nettoyage. Chaque type a ses propres caractéristiques et applications, et leur compréhension peut vous aider à sélectionner le flux adéquat pour votre projet de brasage.
Flux de colophane
Il s'agit du type de flux le plus couramment utilisé pour le brasage électronique. Il est dérivé de la colophane naturelle, un type de résine provenant des pins. Le flux de colophane est non corrosif et non conducteur, ce qui le rend sans danger pour les composants électroniques. Cependant, il laisse un résidu collant après la soudure, qui doit être nettoyé.
Flux soluble dans l'eau
Ce type de flux peut être nettoyé à l'eau après le brasage. Il est plus agressif que le flux de colophane, ce qui le rend approprié pour souder des métaux plus difficiles à souder, comme le cuivre et le laiton. Mais il est également plus corrosif et peut endommager les composants électroniques sensibles s'il n'est pas soigneusement nettoyé après le brasage.
No-Clean Flux
Il s'agit d'un type de flux qui ne laisse pas de résidu devant être nettoyé après la soudure. Il est moins agressif que les flux hydrosolubles mais plus que les flux à la colophane. C'est un bon choix pour les applications où le nettoyage après la soudure est difficile ou indésirable.
Les fils à souder modernes contiennent souvent du flux dans leur âme centrale, ce qui élimine la nécessité d'utiliser un flux séparé. Lorsque vous choisissez un flux de soudure, tenez compte du type de métal que vous soudez, de la sensibilité des composants et de la possibilité de nettoyer les résidus de flux après la soudure. N'oubliez pas que l'objectif du flux est de garantir une surface métallique propre pour que la soudure puisse s'y fixer. Choisissez donc un flux qui nettoiera efficacement votre métal spécifique sans endommager vos composants.
Types de techniques de brasage
Les techniques de brasage sont essentielles pour établir des connexions robustes et efficaces dans les circuits imprimés. Ces techniques se divisent en deux catégories : le brasage tendre et le brasage fort.
Le choix entre le brasage tendre et le brasage fort dépend des matériaux utilisés, de la solidité du joint requis et de la tolérance à la chaleur des composants. Il est également essentiel de noter qu'il existe différentes méthodes pour exécuter le processus de brasage des circuits imprimés, telles que le brasage manuel, le brasage par refusion et le brasage à la vague. Chaque méthode présente ses propres avantages et convient à différents types d'exigences en matière de brasage.
Brasage tendre
Le brasage tendre est une technique largement utilisée en électronique et en plomberie, principalement pour établir des connexions électriques et fixer des composants électroniques sur des circuits imprimés. Cette méthode est particulièrement efficace pour les applications à basse température, impliquant généralement un métal d'apport ou une soudure dont le point de fusion est inférieur à 400 degrés Celsius (752°F). Malgré sa fiabilité dans la création de connexions électriques, cette méthode n'offre pas le même niveau de solidité que le brasage fort.
Le processus commence par la préparation des surfaces à souder. Ces surfaces doivent être impeccables et exemptes de toute oxydation, ce qui peut être obtenu à l'aide d'un papier abrasif fin ou d'une solution de nettoyage spécialisée. Une surface propre est la condition sine qua non d'un joint de soudure robuste et fiable.
Après la préparation de la surface, le flux est appliqué. Le flux, un agent de nettoyage chimique, joue un rôle essentiel en éliminant l'oxydation et en favorisant l'écoulement de la brasure. Il garantit que la soudure adhère correctement aux surfaces, un aspect essentiel de la soudure à l'étain.
L'étape suivante consiste à chauffer le joint à l'aide d'un fer à souder, qui peut être électrique ou à gaz. L'objectif est de chauffer le joint et non la soudure. La soudure doit donc être appliquée sur le joint, et non directement sur le fer. Si le joint est suffisamment chauffé, la soudure fondra et coulera à l'intérieur.
Une fois que la brasure a coulé dans le joint, la source de chaleur est retirée et le joint est laissé à refroidir naturellement. Il est essentiel de ne pas perturber le joint pendant le refroidissement, car cela pourrait affaiblir ou fragiliser le joint de soudure.
Le brasage tendre utilise généralement un alliage étain-plomb comme métal d'apport. Cet alliage, dont le point de fusion est supérieur à 400 °C ou 752 °F, agit comme un agent de liaison entre le composant et la carte. Un chalumeau à gaz est souvent utilisé pour générer la chaleur nécessaire à ce projet, ce qui fait fondre l'alliage et lie le composant à la carte.
Bien que le brasage tendre soit une technique polyvalente convenant à un large éventail d'applications, il n'est pas aussi robuste que le brasage fort. Elle n'est donc pas recommandée pour les joints qui seront soumis à de fortes contraintes ou à des températures élevées. Cependant, pour la plupart des projets électroniques, le brasage tendre est la technique préférée. Elle est relativement facile à maîtriser et, avec un peu de pratique, vous pouvez obtenir des résultats de qualité professionnelle.
Brasage fort
Le brasage fort, souvent appelé brasage à l'argent ou brasage fort, est une technique utilisée pour fusionner deux surfaces métalliques différentes. Ce procédé ne fait pas fondre directement la brasure, mais chauffe les métaux de base à une température qui fait fondre instantanément la brasure. Une fois refroidi, un joint remarquablement robuste se forme grâce à l'"effet capillaire".
La brasure utilisée pour le brasage fort est généralement composée d'argent ou de laiton, et son point de fusion est plus élevé que celui de la brasure tendre. Cela nécessite l'utilisation d'un chalumeau pour générer la chaleur nécessaire. Le brasage fort est généralement utilisé pour assembler des pièces en laiton, en cuivre, en argent ou en or.
Le processus de brasage fort consiste à répartir la soudure dans les trous des composants. Ces trous s'ouvrent lorsqu'ils sont exposés à des températures élevées, ce qui permet à la soudure d'y pénétrer. Il est essentiel de nettoyer soigneusement les surfaces avant de commencer le processus afin d'éliminer toute trace de graisse qui pourrait interférer avec la soudure.
Le brasage fort peut être divisé en deux sous-processus : le brasage à l'argent et le brasage fort. Le brasage à l'argent utilise un alliage d'argent, souvent cadmium-argent, comme métal de remplissage. Cette méthode est utilisée pour fabriquer de petits composants et effectuer certains types de maintenance sur un circuit imprimé. L'argent offre une caractéristique de libre circulation, bien qu'il ne soit pas le meilleur choix pour remplir l'espace à lui seul. C'est pourquoi un autre flux est généralement utilisé pour créer une soudure à l'argent fiable.
D'autre part, le brasage est une technique utilisée pour connecter deux bornes en métaux de base à l'aide d'un métal d'apport liquide, généralement du laiton. Le résultat est un joint robuste qui relie les deux bornes différentes.
Voici un guide simple sur la manière de réaliser une soudure forte :
- Préparation: Nettoyez soigneusement les surfaces des métaux que vous souhaitez assembler. La saleté, la graisse ou l'oxydation peuvent empêcher la soudure d'adhérer correctement. Vous pouvez utiliser une brosse métallique ou du papier de verre pour nettoyer les surfaces.
- Appliquer Flux : appliquez une fine couche de flux sur les zones à assembler. Le flux est un agent de nettoyage chimique qui aide la soudure à couler et à adhérer au métal.
- Chauffer l'articulation: Utilisez le chalumeau pour chauffer le joint de manière uniforme. L'objectif est d'amener l'ensemble du joint à la température à laquelle la soudure s'écoulera, et non pas un seul point.
- Appliquer la soudure: Touchez l'extrémité du fil de soudure au joint. La chaleur du joint doit être suffisante pour faire fondre la soudure. Si ce n'est pas le cas, vous pouvez utiliser le chalumeau pour chauffer doucement la soudure.
- Laisser refroidir: Une fois que la soudure a coulé dans le joint, retirez la chaleur et laissez le joint refroidir naturellement. Ne déplacez pas le joint avant qu'il ne soit complètement refroidi, car cela pourrait affaiblir la liaison.
- Nettoyer l'articulation: Une fois le joint refroidi, nettoyer l'excédent de flux à l'aide d'eau chaude et d'une brosse.
Étapes de la soudure d'un circuit imprimé
Le soudage d'un circuit imprimé est un processus méticuleux qui exige précision et souci du détail. Voici les étapes qui vous guideront tout au long du processus :
Préparation du fer à souder
Commencez par étamer votre fer à souder. L'étamage consiste à enduire la panne du fer de soudure, ce qui facilite le transfert de chaleur et protège la panne de l'usure. Laissez votre fer chauffer jusqu'à la température appropriée, généralement autour de 350 °C pour les soudures à base de plomb et de 375 °C pour les soudures sans plomb. Une fois que le fer est chaud, essuyez la panne avec une éponge humide pour vous assurer qu'elle est propre. Une fois qu'elle est propre, trempez la pointe du fer dans la soudure, en veillant à ce qu'elle soit complètement enduite.
Préparation du circuit imprimé
Nettoyez votre circuit imprimé à l'aide d'une lingette de nettoyage industriel ou d'un nettoyant à base d'acétone afin d'éliminer toute poussière ou autre débris susceptible d'affecter votre soudure. L'air comprimé peut également être utilisé pour éliminer les petites particules et sécher rapidement la surface.
Application du flux
Appliquez une fine couche de flux sur la zone à souder. Le flux aide la soudure à s'écouler et à adhérer aux surfaces métalliques, et il réduit également l'oxydation.
Positionnement des composants
Placez les composants à souder sur le circuit imprimé. Assurez-vous que les fils du composant passent par les bons trous de la carte. Si les composants ne restent pas en place, vous pouvez plier légèrement les fils sous la carte pour qu'ils restent immobiles.
Chauffage commun
Avec une petite quantité de soudure sur la pointe du fer, touchez la pointe au fil du composant et à la carte. Il est essentiel de relier la panne à ces deux pièces pour que la soudure les colle et les chauffe correctement. Ne maintenez le fer sur le joint que pendant quelques secondes, car la surchauffe du joint peut provoquer la formation de bulles.
Application de soudure
La soudure doit être appliquée directement sur le joint chauffé. S'il a été chauffé correctement, le joint chaud sera suffisant pour faire fondre la soudure et commencer à couler librement. Continuez à appliquer le fil de soudure sur le joint jusqu'à ce qu'un petit monticule se forme.
Refroidissement et parage
Mettez le fil de soudure et le fer de côté et laissez le joint refroidir. Pendant qu'il refroidit, il est essentiel de garder la surface plane et immobile, car si vous la bougez, vous obtiendrez une finition granuleuse et terne. Une fois le joint refroidi, inspectez-le visuellement pour vous assurer qu'il est adéquat. Lorsque vous êtes satisfait de la soudure, coupez le fil de connexion et le fil supplémentaire juste au-dessus de la soudure.
Nettoyage des circuits imprimés
Après avoir soudé les composants, nettoyez l'excédent de flux qui s'est répandu sur le circuit imprimé à l'aide d'un produit chimique de nettoyage, tel que l'isopropanol.
Conseils et astuces pour le soudage
Le brasage est une compétence qui s'améliore avec la pratique et l'application des bonnes techniques. Voici quelques conseils d'experts pour vous aider à obtenir de meilleurs résultats lors du soudage d'un circuit imprimé :
La préparation est essentielle
Avant de procéder au soudage, assurez-vous que le circuit imprimé et les composants que vous allez souder sont propres. La saleté, la graisse ou l'oxydation peuvent empêcher la soudure d'adhérer correctement. Utilisez de l'alcool isopropylique et une brosse douce pour nettoyer les surfaces.
Choisir la soudure appropriée
Toutes les soudures ne sont pas identiques. Pour la plupart des travaux électroniques, il est recommandé d'utiliser une soudure à noyau de colophane. Le noyau de colophane agit comme un flux, aidant la soudure à couler et à adhérer aux pièces métalliques. L'épaisseur du fil de soudure a également son importance. Pour les travaux délicats, optez pour un fil de soudure plus fin.
Température correcte du fer à repasser
La température de votre fer à souder est cruciale. S'il est trop chaud, vous risquez d'endommager le circuit imprimé ou les composants. Si elle est trop froide, la soudure ne fondra pas correctement. Un bon point de départ se situe aux alentours de 350 °C, mais vous devrez peut-être l'ajuster en fonction de la soudure et des composants avec lesquels vous travaillez.
L'étamage de la pointe
Appliquez toujours une petite quantité de soudure sur la pointe de votre fer à souder avant de commencer à souder. Ce processus, connu sous le nom d'étamage, améliore le transfert de chaleur du fer vers le joint et prolonge la durée de vie de la panne.
Chauffer le joint, pas la soudure
Appliquez la chaleur sur le joint que vous souhaitez souder, et non directement sur le fil de soudure. Une fois que le joint est suffisamment chaud, touchez la soudure sur le joint, et non sur le fer. Cela permet de s'assurer que la soudure s'écoule correctement dans le joint.
Éviter de bouger l'articulation
Une fois la soudure appliquée, ne déplacez pas le joint tant que la soudure n'a pas complètement refroidi et ne s'est pas solidifiée. Si vous déplacez le joint alors que la soudure est encore liquide, vous risquez d'obtenir un joint faible, connu sous le nom de "joint de soudure à froid".
Utiliser des dissipateurs thermiques
Les dissipateurs thermiques sont essentiels pour les fils des composants sensibles tels que les circuits intégrés et les transistors. Ils permettent de dissiper la chaleur et de protéger le composant contre les dommages. Si vous ne disposez pas d'un dissipateur à pince, une paire de pinces peut faire l'affaire.
Maintenir la pointe du fer à repasser propre
Une pointe de fer propre signifie une meilleure conduction de la chaleur et un meilleur joint. Utilisez une éponge humide ou de la laine métallique en laiton pour nettoyer la pointe entre les joints.
Double vérification des joints
Après la soudure, il est bon de vérifier les joints. Utilisez une loupe pour inspecter visuellement le joint et un appareil de mesure pour vérifier la résistance.
Souder d'abord les petites pièces
Soudez les résistances, les cordons de raccordement, les diodes et les autres petites pièces avant de souder les pièces plus importantes comme les condensateurs et les transistors. Cela facilite grandement l'assemblage.
Installer les composants sensibles en dernier
Installez les circuits intégrés CMOS, les MOSFET et les autres composants sensibles à l'électricité statique en dernier lieu pour éviter de les endommager lors de l'assemblage d'autres pièces.
Assurer une ventilation adéquate
La plupart des flux de soudure ne doivent pas être inhalés. Évitez de respirer la fumée dégagée et veillez à ce que la zone dans laquelle vous travaillez soit suffisamment aérée pour éviter l'accumulation de fumées nocives.
La pratique est essentielle
Commencez par des composants et des circuits imprimés de récupération avant de passer au projet proprement dit. Cela vous permettra de vous faire une idée de la fluidité de la soudure et de la chaleur nécessaire.
Problèmes de soudure courants à éviter
Le soudage d'un circuit imprimé peut être une tâche complexe et il n'est pas rare de rencontrer quelques difficultés en cours de route. Voici quelques problèmes de soudure courants que vous pourriez rencontrer et comment les éviter.
Joint de soudure à froid
Cela se produit lorsque la soudure ne fond pas complètement, ce qui entraîne une connexion faible et peu fiable. Elle apparaît souvent terne ou granuleuse. Pour éviter ce problème, assurez-vous que votre fer à souder est suffisamment chaud (environ 350-400 degrés Celsius) et que le joint est suffisamment chauffé avant d'appliquer la soudure.
Ponts
Ce phénomène se produit lorsque la soudure coule entre deux ou plusieurs broches adjacentes, créant ainsi une connexion involontaire. Pour éviter les ponts, utilisez un fer à souder à pointe fine pour plus de précision et appliquez juste assez de soudure pour couvrir le joint et non les broches.
Surchauffe des composants
Une surchauffe peut endommager le circuit imprimé ou les composants. Évitez de maintenir le fer à souder sur le circuit imprimé pendant trop longtemps. Si la soudure d'un joint prend trop de temps, retirez le fer et laissez-le refroidir avant de réessayer.
Mouillage insuffisant
Cela se produit lorsque la soudure ne s'étale pas sur la pastille ou le fil du composant, ce qui indique une mauvaise connexion. Pour éviter ce problème, veillez à ce que la surface soit propre et exempte d'oxydation. L'application d'un peu de flux peut également aider la soudure à mieux s'étaler.
Boules de soudure
Il s'agit de minuscules sphères de projections de soudure qui peuvent provoquer des courts-circuits. Elles se produisent souvent lorsque le fer à souder est trop chaud ou que le fil de soudure est retiré trop rapidement. Pour éviter cela, gardez la main ferme et travaillez à un rythme contrôlé.
Oxydation
Avec le temps, la panne de votre fer à souder peut s'oxyder, ce qui réduit sa capacité de transfert de chaleur. Nettoyez et étamez régulièrement la panne de votre fer à souder pour la maintenir en bon état de fonctionnement.
Soudure excessive
L'application d'une trop grande quantité de soudure peut créer des bulles au niveau du joint, ce qui peut entraîner des erreurs. Appliquez juste assez de soudure pour mouiller la pastille et la broche pendant la soudure.
Déplacement des composants
Un mauvais alignement des composants sur le circuit imprimé peut se produire lorsque les composants flottent sur de la soudure fondante et flottante, ce qui les amène à se fixer aux mauvais endroits. Assurez-vous que les composants sont correctement placés avant de les souder.
Coussinets soulevés
Ce problème survient souvent lorsque vous utilisez peu de soudure. Une force importante exercée sur les composants peut les soulever, ce qui risque d'endommager la carte ou de provoquer un court-circuit.
Joints sans soudure
Il s'agit de joints qui n'ont pas assez de soudure, ce qui entraîne un faible contact électrique. Appliquez une chaleur suffisante au fil pour éviter ce problème.
Éclaboussures de soudure
Ces problèmes surviennent lorsqu'un flux excessif est appliqué ou qu'un préchauffage inadéquat est effectué, ce qui entraîne des éclaboussures sur les masques de soudure. Veillez à ce que la surface du circuit imprimé soit propre avant de souder pour éviter ce problème.
Trous de broche et trous de soufflage
Ces problèmes surviennent généralement lors de la soudure à la vague et se présentent sous la forme de trous dans les joints de soudure. Ces trous se forment lorsque l'excès d'humidité accumulé dans votre carte tente de s'échapper à travers une fine couche de cuivre. Préchauffez les cartes pour que l'humidité qu'elles contiennent s'échappe sous forme de vapeur.
Mesures de sécurité lors du soudage
Le soudage, un processus impliquant des températures élevées et des matériaux potentiellement dangereux, nécessite de mettre l'accent sur la sécurité. Voici quelques mesures de sécurité indispensables à respecter lors du soudage d'un circuit imprimé :
Équipement de protection Don
Protégez vos yeux des éclaboussures de soudure ou des particules de flux avec des lunettes de sécurité. Des gants résistants à la chaleur peuvent également protéger vos mains contre les brûlures accidentelles.
Assurer une ventilation adéquate
Le soudage génère des fumées qui peuvent être nocives lorsqu'elles sont inhalées. Il est essentiel de travailler dans un endroit bien ventilé ou d'utiliser un extracteur de fumées pour éliminer ces fumées de votre espace de travail.
Maintenir un espace de travail organisé
Un espace de travail encombré peut être source d'accidents. Placez toujours votre fer à souder dans un support lorsqu'il n'est pas utilisé et gardez tous les matériaux inflammables, tels que l'alcool, à une distance suffisante de la zone de travail.
Soyez prudent avec le fer à souder
Le fer à souder doit toujours être tenu par la poignée, jamais par la partie métallique. N'oubliez pas que le fer peut rester chaud pendant un certain temps, même après avoir été éteint, et qu'il faut donc le laisser refroidir avant de changer de panne.
Éviter le contact direct avec le joint de soudure
Le joint de soudure peut rester chaud pendant un certain temps après la soudure. Ne le touchez pas immédiatement après la soudure pour éviter les brûlures.
Optez pour des soudures sans plomb lorsque c'est possible
Les soudures à base de plomb peuvent être toxiques, il est donc plus sûr d'opter pour des soudures sans plomb si possible.
Pratiquer une bonne hygiène après le brasage
Une fois la soudure terminée, lavez-vous soigneusement les mains. C'est particulièrement important si vous utilisez de la soudure à base de plomb, mais c'est une bonne pratique, même avec de la soudure sans plomb, pour éliminer tout résidu de flux.
Éliminer les déchets de soudure de manière responsable
Les déchets, tels que les soudures ou les flux usagés, doivent être éliminés d'une manière sûre et respectueuse de l'environnement.
Fixer les cheveux et les manches lâches
Les cheveux et les vêtements lâches peuvent présenter un risque d'incendie ou gêner votre travail. Assurez-vous qu'ils sont bien attachés avant de commencer à souder.
Techniques de soudure avancées
Dans le domaine du brasage de circuits imprimés, plusieurs techniques avancées peuvent améliorer de manière significative la qualité de votre travail et l'efficacité de votre processus. Ces techniques sont généralement employées par des soudeurs expérimentés qui maîtrisent les bases et cherchent à améliorer leurs compétences. Examinons quelques-unes de ces techniques de brasage avancées.
Brasage par montage en surface (SMT)
Cette technique consiste à souder des composants conçus pour être montés directement sur la surface du circuit imprimé, plutôt que dans des trous. La technique SMT exige de la précision et une main ferme, car les composants sont souvent très petits. Le processus consiste généralement à appliquer de la pâte à braser sur le circuit imprimé, à placer les composants dessus, puis à chauffer l'ensemble pour faire fondre la brasure et créer les connexions électriques nécessaires.
Soudure par refusion
Cette méthode courante utilisée en SMT consiste à appliquer de la pâte à braser sur le circuit imprimé, à placer les composants dessus, puis à chauffer l'ensemble dans un four à refusion. La chaleur fait fondre et couler la pâte à braser, créant ainsi une connexion solide entre le composant et le circuit imprimé. Cette technique est particulièrement utile pour souder simultanément un grand nombre de composants.
Brasage à l'air chaud
Cette technique utilise un pistolet à air chaud pour faire fondre la soudure. Elle est particulièrement utile pour retravailler ou réparer les circuits imprimés, car elle permet de cibler des composants spécifiques sans affecter les autres. Le pistolet à air chaud peut également être utilisé pour retirer des composants d'un circuit imprimé en faisant fondre la soudure qui les maintient en place.
Soudure à la vague
Cette méthode de soudage en vrac consiste à faire passer le circuit imprimé au-dessus d'une vague de soudure en fusion. La soudure adhère aux zones où elle est nécessaire, créant ainsi une connexion solide. Cette technique est généralement utilisée dans le cadre d'une production de masse, lorsqu'un grand nombre de circuits imprimés doivent être soudés rapidement et efficacement.
Soudure sélective
Cette technique est utilisée lorsque seules des parties spécifiques du circuit imprimé doivent être soudées. Elle implique l'utilisation d'une machine pour appliquer avec précision la soudure sur certaines zones, tout en évitant d'en appliquer d'autres. Cette technique est particulièrement utile pour les circuits imprimés qui comportent à la fois des composants montés en surface et des composants à trous traversants.
Brasage de BGA
Le BGA (Ball Grid Array) est un type de boîtier de montage en surface utilisé pour les circuits intégrés. Le soudage des BGA consiste à placer le composant BGA sur le circuit imprimé, à appliquer de la chaleur pour faire fondre les billes de soudure sous le composant, puis à le laisser refroidir pour créer une connexion solide. Cette technique exige un haut niveau de précision et est généralement réalisée à l'aide d'un équipement spécialisé.
Techniques avancées de PTH
Ces techniques comprennent l'utilisation de flux, le retrait des cavaliers de soudure et le dessoudage des composants. Le dessoudage est souvent la meilleure façon d'apprendre à souder. Il existe de nombreuses raisons de dessouder une pièce : réparation, amélioration, récupération, etc. La plupart des techniques utilisées dans la vidéo facilitent le processus de dessoudage. Il existe une autre méthode pour retirer la soudure des trous de passage, que nous appelons la méthode de la gifle.